智能工厂“数字化大脑”MOM核心系统:智能工厂MES系统
来源:灯塔工厂 | 发布时间:2025-05-26
摘要:MES系统(制造执行系统)是智能工厂核心组成部分,位于ERP与车间层之间,负责生产计划分解、进度监控、物料管理及质量管理等关键流程。其优势包括提升生产效率、优化设备利用率、加强质量追溯能力,并通过数据分析辅助决策。系统架构涵盖物理、软件与功能三层,模块化设计支持生产管理、设备维护、安灯响应及可视化等功能,全面赋能制造业数字化转型。
一、智能工厂MES系统概述
MES系统,即制造执行系统(Manufacturing Execution System),是一种面向车间层的管理信息系统。它位于车间层与上层ERP系统之间,负责将ERP系统的生产计划分解为具体的生产作业任务,并监控生产进度、调度、物料等执行过程,以确保生产过程的顺利进行。
NAEC MES系统的功能 NAEC
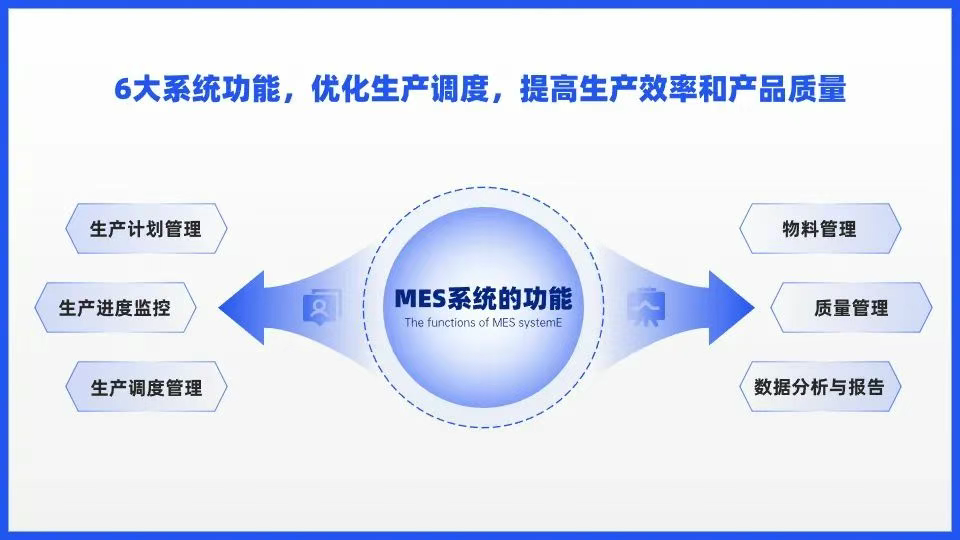
1.生产计划管理:MES系统接收ERP系统的生产计划数据,根据生产能力和设备状况制定详细的生产作业计划,并下达给车间执行部门。
2.生产进度监控:MES系统实时监控生产进度,包括设备状态、物料库存、在制品数量等,确保生产过程的顺利进行。
3.生产调度管理:MES系统根据生产实际情况,对生产任务进行调度和调整,以满足生产需求。
4.物料管理:MES系统负责物料的入库、出库、库存管理等,确保生产所需物料得到及时供应。
5.质量管理:MES系统记录产品质量信息,对质量问题进行跟踪和反馈,以提高产品质量和生产效率。
6.数据分析与报告:MES系统收集并分析生产数据,为管理层提供决策支持信息,同时生成各种生产报告,满足管理需要。
MES系统在智能工厂中发挥着至关重要的作用,它将ERP系统的生产计划转化为具体的生产执行任务,还实时监控生产进度,优化生产调度,提高生产效率和产品质量。
MES系统在在智能工厂中的重要性和优势
在智能工厂中,MES系统扮演着至关重要的角色。它不仅提供了工厂运营的关键信息,还为决策者提供了实时数据,以支持生产过程的优化和改进。MES系统在智能工厂中的重要性体现:
生产计划与执行
MES系统能够实时更新生产计划,并与生产线进行交互,确保生产进度与计划一致。
设备监控与故障预警
MES系统可以实时监控生产设备状态,并提供故障预警,以便及时进行维护,确保生产线的正常运行。
质量管理与追溯
MES系统能够记录生产过程中的质量数据,并提供追溯功能,以便在出现问题时迅速找到原因,从而确保产品质量。
数据分析与决策支持
MES系统能够收集并分析大量数据,为决策者提供实时、准确的数据支持,以优化生产过程、降低成本并提高效率。
二、智能工厂MES系统架构
智能工厂MES系统物理架构是实现系统运行的基础,软件架构是系统功能实现的关键,而功能架构则是系统价值的体现。只有将这三个方面有机结合,才能构建出一个高效、稳定、安全的智能工厂MES系统。
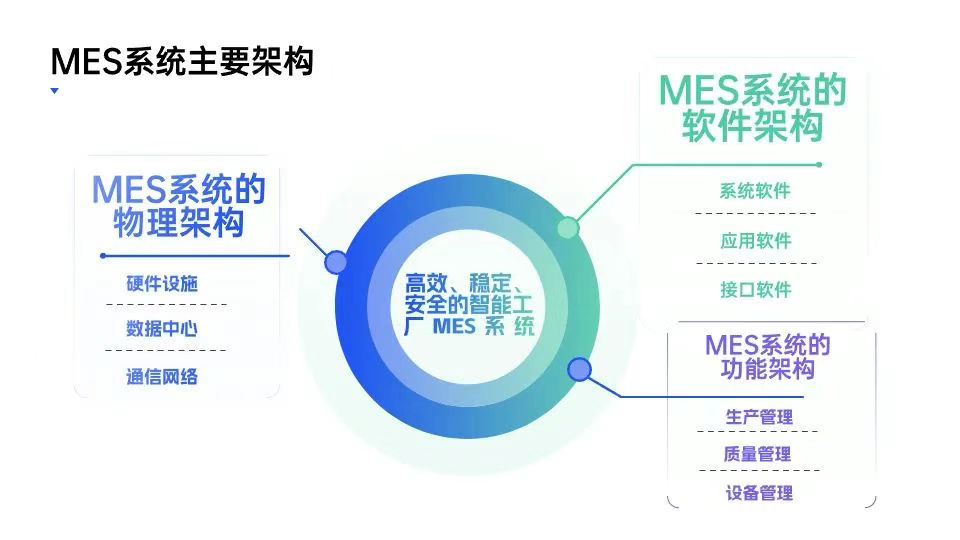
MES系统的物理架构
智能工厂MES系统物理架构主要包括以下几个关键部分:
1.硬件设施:包括服务器、网络设备、存储设备等。这些设备需要满足系统的高性能和高稳定性要求,以确保数据传输和处理的准确性。
2. 数据中心:MES系统的数据中心是核心部分,负责数据的存储、处理、交换和传输。数据中心需要有良好的环境设施,如温度、湿度、电源供应等,以确保数据的安全和稳定。
3. 通信网络:MES系统需要建立一个高效、稳定、安全的通信网络,以便于不同系统之间的数据交换和信息共享。同时,网络设备需要具备较高的安全性能,以防止数据泄露和攻击。
MES系统的软件架构
MES系统的软件架构主要由以下几个部分组成:
1.系统软件:MES系统需要使用合适的系统软件,如操作系统、数据库管理系统等,以确保系统的稳定性和安全性。
2. 应用软件:MES系统需要有一系列的应用软件,如生产管理软件、质量管理软件、设备管理软件等,以实现对生产过程的全面管理。
3. 接口软件:MES系统需要建立与其它系统的接口,以便于数据的交换和共享。接口软件需要具备较高的灵活性和可扩展性,以适应不断变化的需求。
MES系统的功能架构
MES系统的功能架构主要包括以下几个部分:
1.生产管理:包括生产计划的制定、生产进度的跟踪、生产数据的统计等,以实现对生产过程的全面管理。
2. 质量管理:包括质量数据的采集、质量问题的分析、质量改进的推进等,以确保产品质量和生产效率。
3. 设备管理:包括设备状态的监测、设备故障的预警、设备维护的安排等,以提高设备利用率和生产效率。
MES系统的优势
通过应用MES系统,制造业智能工厂可以实现以下优势:
1.提高生产效率:实时监控和调整生产过程,减少浪费,提高设备利用率。
2. 提升产品质量:通过追溯和质量数据分析,及时发现和解决问题,提升产品质量。
3. 降低成本:优化物料管理,减少库存成本;通过实时报告,降低决策失误的概率。
4. 增强灵活性:适应多变的市场需求,快速调整生产计划。
三、智能工厂MES系统模块介绍
生产管理模块
生产管理模块助力物料供应、生产计划与执行。
生产管理模块是智能工厂MES系统的重要组成部分,它涵盖了从原材料入库到成品出库的全过程,包括以下三个方面:
物料管理是生产管理的基础,MES系统通过与ERP\APS系统的数据交互,实时获取物料的库存信息,确保生产过程中的物料供应。同时,系统还会对物料的库存、使用情况进行监控。
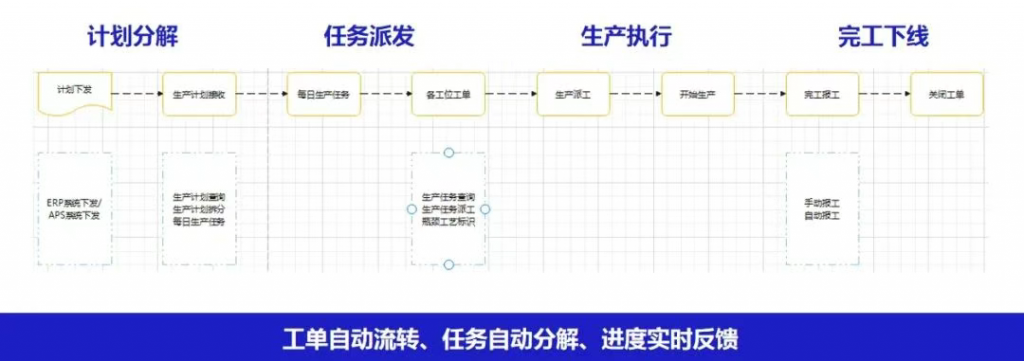
生产计划是MES系统的核心功能之一,它可以根据ERP\APS提供的生产计划,制定每日的生产工单,并能够实时调整以满足变化的需求。此外,系统还能够对生产进度进行实时跟踪。
生产执行是MES系统的另一项重要功能,它通过与数控机床、机器人等自动化设备的连接,实现生产过程的自动化控制。系统能够实时监测设备的运行状态,发现异常情况及时报警,同时还可以对生产数据进行统计和分析,为管理层提供决策支持。
工单模块
报工管理

设备管理模块
设备管理是智能工厂MES系统的重要组成部分,它负责管理工厂内的所有设备,包括设备的状态、维护、故障排除等。设备管理模块的几个主要功能:
1. 设备实时监控:MES系统可以实时收集设备运行数据,包括设备运行状态、温度、压力、电流等,以便于管理人员了解设备的运行状况。
2. 设备维护计划:根据设备的运行数据,MES系统可以自动生成设备的维护计划,包括定期维护、预防性维护和紧急维护等。
3. 故障预警与诊断:MES系统可以通过分析设备的运行数据,预测设备的故障风险,并提供故障排除建议,以提高设备的可用性和稳定性。
4. 设备资产管理:MES系统可以管理设备的生命周期,包括设备的采购、安装、维修、报废等,以确保设备的有效利用和资产的安全。
5. 设备运行分析:MES系统可以根据设备采集的数据,对设备运行的有效时长进行分析,包括能效比、任务执行时长等多方面维度分析。
质量管理模块
在制造业智能工厂中,质量管理模块是MES系统的重要组成部分,它负责对生产过程中的产品质量进行监控、分析和改进。通过该模块的实施,可以有效提升产品质量,降低生产成本,提高生产效率。
分析预测模块
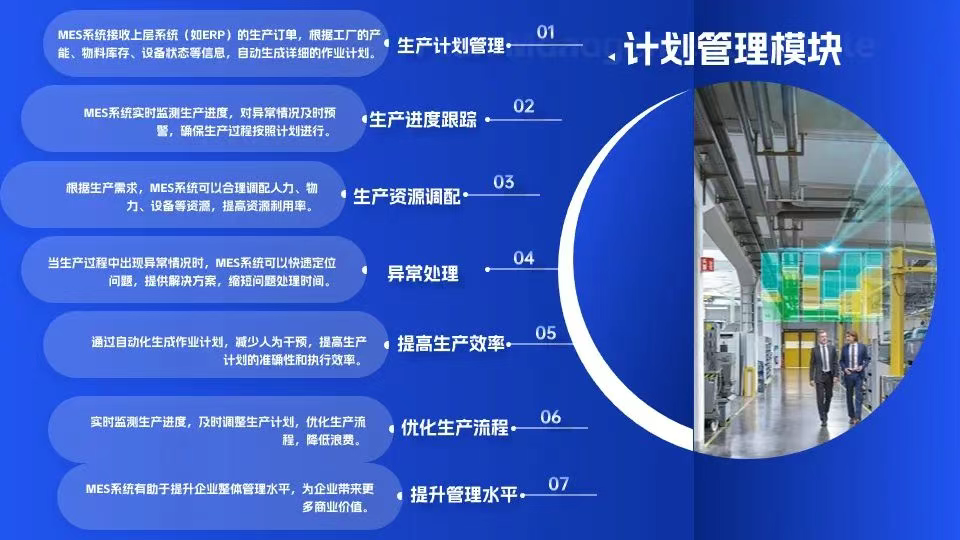
计划管理模块
制造业智能工厂MES系统整体解决方案中,计划管理模块是核心组成部分之一。该模块负责规划、协调和监控生产过程,确保生产计划的顺利执行。
安灯模块
1.实时监控:工业安灯模块能够实时监控工作环境,包括温度、湿度、烟雾、光线等参数,一旦出现异常情况,能够立即发出警报,提醒工作人员进行处理。
2.远程控制:通过互联网或局域网,工作人员可以远程控制安灯模块的开关、亮度等参数,以及设置警报阈值,实现智能化管理
3.语音提示:安灯模块内置语音芯片,可以播放预设的语音提示,如紧急疏散指示、设备故障提示等,帮助工作人员快速应对突发情况。
4.显示界面:安灯模块配备大屏幕液晶显示屏,可以实时显示工作环境的各项参数,以及设备运行状态,方便工作人员了解现场情况。
5.便捷性:工业安灯模块体积小、重量轻,安装方便,可以灵活部署在各种工业环境中。
6.可靠性:采用高品质元器件和工业级标准制造,确保产品在高低温、潮湿、振动等恶劣环境下也能稳定工作。
7.扩展性:安灯模块预留接口,可以与各种传感器、控制器等设备进行联动,实现更丰富的功能。
8.安全性:内置过载、过压、过温等保护功能,确保设备在异常情况下不会对人员和财产造成伤害。
9.节能环保:通过智能调节灯光亮度,减少能源浪费,符合绿色制造的理念。
可视化模块
